| 4. Показатели точности и стабильности технологических процессов. Способы оценки технологических процессов. Основные условия интенсификации технологического процесса. Статистические методы управления качеством продукции обладают в сравнении со сплошным контролем продукции таким важным преимуществом, как возможность обнаружения отклонения от технологического процесса не тогда, когда вся партия деталей изготовлена, а в процессе (когда можно своевременно вмешаться в процесс и скорректировать его). Основные области применения статистических методов управления качеством продукции представлены на рис.1. 
Рис. 1. Статистические методы управления качеством продукции Коротко раскроем понятия, используемые на рисунке. Статистический анализ точности и стабильности технологического процесса - это установление статистическими методами значений показателей точности и стабильности технологического процесса и определение закономерностей его протекания во времени. Статистическое регулирование технологического процесса - это корректирование значений параметров технологического процесса по результатам выборочного контроля контролируемых параметров, осуществляемое для технологического обеспечения требуемого уровня качества продукции. Статистический приемочный контроль качества продукции - это контроль, основанный на применении методов математической статистики для проверки соответствия качества продукции установленным требованиям и принятия продукции. Статистический метод оценки качества продукции - это метод, при котором значения качества показателей качества продукции определяют с использованием правил математической статистики. Термин "статистический приемочный контроль" не следует обязательно связывать с контролем готовой продукции. Статистический приемочный контроль может применяться на операциях входного контроля, на операциях контроля закупок, при операционном контроле, при контроле готовой продукции и т.д., т.е. в тех случаях, когда надо решить - принять или отклонить партию продукции. Область применения статистических методов в задачах управления качеством продукции чрезвычайно широка и охватывает весь жизненный цикл продукции (разработку, производство, эксплуатацию, потребление и т.д.). Статистические методы анализа и оценки качества продукции, статистические методы регулирования технологических процессов и статистические методы приемочного контроля качества продукции являются составляющими управления качеством продукции. Способы оценки технологических процессов. Оценка качества по плотности распределенияОдним из способов графического изображения является гистограмма (столбиковая гистограмма), которая отражает состояние качества проверенной партии изделий и помогает разобраться в состоянии качества изделий в генеральной совокупности, выявить в ней положение среднего значения и характер рассеивания. 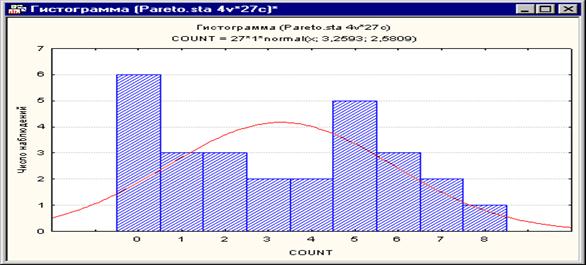
Рис. 2. Гистограмма Парето
Хотя гистограмма позволяет распознать состояние качества партии изделий по внешнему виду распределения, она не дает всей информации о величине широты, симметрии между правой и левой сторонами распределения, наличии или отсутствии центра распределения в количественом выражении. Оценка точности технологических процессовПосле того как были выяснены форма и широта распределения на основании сопоставления с допуском, исследуют, возможно ли по данному технологическому процессу производить качественные изделия. Другими словами, появляется возможность по результатам обследования количественно оценить точность технологических процессов. С этой целью можно использовать следующую формулу: 
где  - коэффициент точности технологического процесса; - коэффициент точности технологического процесса;  - допуск изделия; - допуск изделия;
 - среднее квадратическое отклонение. - среднее квадратическое отклонение.
Точность технологического процесса оценивают исходя из следующих критериев:  - технологический процесс точный, удовлетворительный; - технологический процесс точный, удовлетворительный;
 - требует внимательного наблюдения; - требует внимательного наблюдения;
 - неудовлетворительный. В этом случае необходимо немедленно выяснить причину появления дефектных изделий и принять меры управляющего воздействия. - неудовлетворительный. В этом случае необходимо немедленно выяснить причину появления дефектных изделий и принять меры управляющего воздействия.
Рис.3. Коэффициент точности технологических процессов 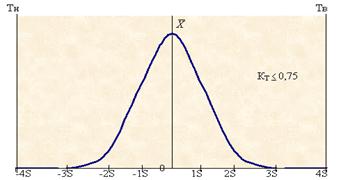
Рис. 3.а - точность стабильна, поскольку имеет запас точности; 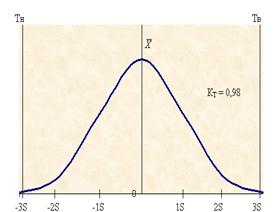
Рис. 3.б - целиком заполнено поле допуска, имеется опасение, что появятся дефектные изделия; 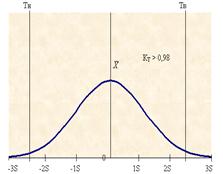
Рис. 3.в - по обе стороны допуска появляются дефектные изделия. Чтобы вместе с гистограммой построить кривую нормального распределения, ее надо перевести в тот масштаб, в котором выполнены гистограмма и эмпирическая кривая. STATISTIKA может все это сделать, причем располагая только исходными данными для гистограммы. 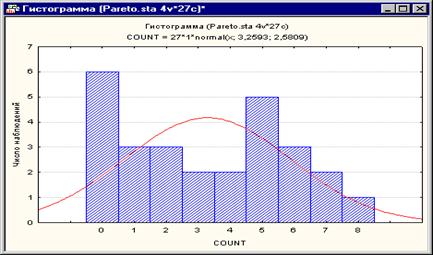
Рис. 4. Гистограмма в STATISTICA
На графике красной линией построена подогнанная кривая нормального распределения. Существуют различные виды распределения случайных величин: нормальное, биномиальное, распределение размаха, распределение Пуассона и др. Очень часто нормальное распределение используется как модель, так как многие совокупности измерений имеют распределение, приближающееся к нормальному. Условно площадь под кривой нормального распределения относительно  равна единице (рис.5.). равна единице (рис.5.). 
Рис.5. Кривая нормального распределения Сокращенно таблицу площадей под нормальной кривой можно представить табл.1. Z | Площадь слева от Z или справа от -Z | Площадь справа от Z или слева от -Z | Площадь между | Площадь вне пределов Z | 0 | 0,500 | 0,500 | 0,000 | 1,000 | 1 | 0,8413 | 0,1587 | 0,6826 | 0,3174 | 2 | 0,9773 | 0,0227 | 0,9545 | 0,0455 | 3 | 0,9987 | 0,0013 | 0,9973 | 0,0027 |
В этой таблице представлены величины площади при средних квадратических отклонениях от  до Z. Для того чтобы определить величину площади между двумя значениями Z, нужно произвести вычитание соответствующих значений, приведенных в таблице. Например, площадь между до Z. Для того чтобы определить величину площади между двумя значениями Z, нужно произвести вычитание соответствующих значений, приведенных в таблице. Например, площадь между Z=-1 и Z=2 равна 0,9773 - 0,1587 = 0,8186. Используя таблицы функции нормального распределения, можно определить величину или процент дефектных изделий. Предположим, что технологический процесс налажен; известно, что = 0,501,  = 0,022, кроме того, в соответствии с требованием нормативно-технической документации верхнее и нижнее значения равны 0,500 = 0,022, кроме того, в соответствии с требованием нормативно-технической документации верхнее и нижнее значения равны 0,500  0,005. 0,005. Определим отклонения верхнего и нижнего допускаемых значений от средних, кратных величине: 

Вероятности попадания нормально распределенной случайной величины в интервалы 0-1,82 и 0-2,52 соответственно равны 0,9656 - 0,5 = 0,4656 и 0,5 - 0,0059 = 0,4941. Поэтому ожидается получение примерно следующих данных: 0,4656 + 0,4941 = 0,9597 = 95,97% изделий соответствует установленным требованиям; 0,500 - 0,4656 = 0,0344 = 3,44% изделий имеют размер, превышающий верхний допуск; 0,500 - 0,4941 = 0,0059 = 0,59% изделий имеют размер ниже предусмотренного нижним допуском. Гистограммы в STATISTIKA позволяют подогнать ряд распределений по данным. При построении гистограммы вы просто выбираете нужное распределение из списка. Изложенная методика позволяет дать оценку любому технологическому процессу, позволяет количественно оценить точность процесса, определить значения параметров, выходящих за допустимые пределы. Основные условия интенсификации технологического процесса. Применяются следующие методы синхронизации: соединение, разделение операций, изменение режима работы, интенсификация процессов (катализ, применение высоких давлений, высоких температур, подбор технологических режимов и др.), реконструкция оборудования (изменение скорости работы), сокращение перерывов в работе оборудования, изменение приемов работы рабочих, изменение степени и характера разделения труда и др. Важнейшая роль в сокращении производственных циклов принадлежит техническому прогрессу. Применение новых видов высокопроизводительной техники, механизации трудоемких работ, всемерное развитие комплексной механизации и автоматизации производственных процессов, совершенствование технологии, режимов и методики работ, интенсификация процессов производства, внедрение научной организации труда и производства позволяют уменьшать продолжительность производственных (технологических) операций, а также перерывы между ними и на этой основе сокращать затраты времени на изготовление продукции и соответственно улучшать использование оборотных средств. Ускорение оборачиваемости оборотных средств зависит в первую очередь от увеличения выпуска продукции в единицу времени. Важнейшая роль принадлежит здесь техническому прогрессу. Применение новых видов высокопроизводительной техники, всемерное развитие комплексной механизации и автоматизации производственных процессов, совершенствование технологии, механизация вспомогательных работ, интенсификация процессов производства, внедрение научной организации труда и производства позволяют уменьшить продолжительность производственных (технологических) операций, а также перерывы между ними. Вследствие этого сокращаются затраты времени на производство продукции и улучшается использование оборотных средств. Ускорение оборачиваемости оборотных средств зависит в первую очередь от увеличения выпуска продукции в единицу времени. Важнейшая роль принадлежит здесь техническому прогрессу. Применение новых видов высокопроизводительной техники, всемерное развитие комплексной механизации и автоматизации производственных процессов, совершенствование технологии, механизация вспомогательных работ, интенсификация процессов производства, внедрение научной организации труда и производства позволяют уменьшить продолжительность производственных (технологических) операций, а также перерывы между ними. Вследствие этого сокращаются затраты времени на производство продукции и улучшается использование оборотных средств. Важнейшая роль в увеличении выпуска продукции в единицу времени принадлежит техническому прогрессу. Применение новых видов высокопроизводительной техники, всемерное развитие комплексной механизации и автоматизации производственных процессов, совершенствование технологии, механизация вспомогательных работ, интенсификация процессов производства, внедрение научной организации труда и производства позволяют уменьшить продолжительность производственных (технологических) операций, а также перерывы между ними. На этой основе сокращаются затраты времени на производство продукции и соответственно улучшается использование оборотных средств; использование
высокой квалификации специалистов; происходит становление рынка труда (рынка неквалифицированной и квалифицированной рабочей силы, наблюдается сокращение спроса на ряд категорий специалистов); изменяются организационные и экономические отношения между государством и высшей школой (ликвидирована система планового распределения выпускников вуза); развитие предпринимательства приводит к оттоку из высшей школы лучших специалистов. В результате сокращается количество абитуриентов, появляется потребность в новых специальностях; идет перераспределение количества обучающихся по специальностям и регионам; наблюдаются интенсификация процессов обучения и сокращение их сроков, неустойчивость государственного финансирования высшей школы; возникает необходимость реорганизации структуры и деятельности вузов. Выход из сложившейся ситуации возможен при повышении степени самостоятельности вузов, однако, при этом государство не устраняется в участии в высшем образовании. Интенсификация процессов освоения зависит от степени готовности предприятия к выпуску большой номенклатуры новых изделий, на которую, в свою очередь, в значительной мере влияет качество технологической подготовки производства, являющейся решающей фазой ПП. Естественно, недостаточный уровень концентрации и интеграции многих объектов производства и тяжелое финансовое состояние препятствуют им в осуществлении структурной модернизации. Для того, чтобы выйти из подобной ситуации, прежде всего требуется рациональная финансовая политика. Политика финансирования промышленности должна стать неотъемлемой частью механизма структурной модернизации экономики ПК. Она логически дополняет организационные меры, связанные с курсом реформ, направленных на развитие рыночных отношений. В этой связи одной из наиболее важных особенностей механизма структурной модернизации ПК является интенсификация процессов межотраслевой интеграции финансов и организация «логистики» инвестиционных потоков. Этот процесс призван обеспечить значительные изменения в характере оборота всего общественного капитала в ПК республики. Вместе с тем в условиях НТР происходила интенсификация процессов разделения труда между промышленно развитыми странами. В условиях роста массового автоматизированного производства, дальнейшего его усложнения и увеличения многообразия продукции, гигантского увеличения расходов на НИОКР, внутренний рынок даже крупных промышленно развитых стран оказывается относительно узким. Становится неизбежной специализация стран на выпуске отдельных видов продукции и приобретение другой продукции в зарубежных странах, значительно возрастает взаимная торговля. Важную роль в этом процессе играет рост миграции капитала между промышленно развитыми странами, образование гигантских транснациональных корпораций, развивающих специализацию и кооперацию между своими предприятиями, расположенными в разных странах, интеграция экономики промышленно развитых стран. Развитие техники и связанная с этим интенсификация процессов не ограничены. Поэтому не ограничены и возможности интенсивного повышения использования основных фондов и производственных мощностей. Основная цель расширения, реконструкции и технического перевооружения действующего предприятия —дальнейшая интенсификация производства, увеличение производственных мощностей, выпуска продукции и улучшение ее качества при обеспечении роста производительности труда, снижения материалоемкости производства, повышения фондоотдачи и внедрения малоотходной (или безотходной) технологии. Интенсификация производства и рост его эффективности объективно отражаются в росте чистой продукции. В наибольшей степени рост чистой продукции превышает рост товарной продукции в нефтепереработке. Наименьшие отклонения в росте товарной и чистой продукции отмечаются в подотраслях, где преобладают экстенсивные факторы развития, — шиноремонтный, асбестотехнической, машиностроительной. В качестве основного фактора повышения экономической эффективности выступает интенсификация производства. Интенсификация производства- планомерное внедрение достижений научно-технического прогресса, обусловливающее лучшее использование производственных ресурсов и рост эффективности производства. Интенсификация производства достигается по следующим направлениям: - Интенсификация производства находит свое выражение в показателях его эффективности: росте производительности труда; повышении фондоотдачи; снижении материалоемкости; улучшении качества продукции и работ. - Интенсификация производства на базе ускорения научно-технического прогресса является основным звеном в решении стоящих перед странами социалистического содружества задач. Исходя из этого они договорились о концентрации своих усилий и организации тесного комплексного сотрудничества в разработке пяти приоритетных направлений, лежащих в основе современных революционных сдвигов в науке, технике и производстве: электронизации народного хозяйства; комплексной автоматизации; новых материалов и технологий их производства и обработки; атомной энергетике; биотехнологии. - Важнейшее требование интенсификации строительного производства состоит в том, чтобы темпы роста объема строительно-монтажных работ опережали темпы количественного роста парка машин за счет оснащения строительных организаций высокопроизводительными машинами. Следовательно, интенсификация производства сопровождается увеличением замены машин устаревших конструкций с истекшим сроком службы новыми, высокопроизводительными. Когда уровень производительных сил общества был еще не очень велик, а исчерпаемость природных ресурсов и экологические проблемы ощутимо еще не обозначились, преобладала количественная интенсификация производства, т.е. без оглядки на состояние природы. - Интенсификация производства осуществлялась также путем создания и широкого внедрения высокопроизводительных укрупненных технологических установок и агрегатов; рационального комбинирования и совмещения нескольких процессов в одном технологическом блоке; совершенствования каталитических систем и применения новых высокоэффективных катализаторов; организации узкоспециализированных многотоннажных производств. | 
