| Общая информация » Каталог студенческих работ » ЭКОНОМИКА ПРЕДПРИЯТИЯ, ОТРАСЛИ » Экономика предприятия |
| 08.10.2014, 19:31 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Варианты задания №1 1.1. Величина изготавливаемой партии 20 дет., а транспортная партия — 5 дет. Технологический процесс состоит из следующих операций:
Определите длительность производственного цикла при последовательном, параллельном, параллельно-последовательном видах движения.
1.2. Партия деталей в 150 шт. изготавливается при параллельном виде движения, передаточная партия - 10 шт. Технологический процесс состоит из следующих операций:
В результате изменения условий производства величину изготовления партии увеличили в 2 раза, а передаточной - в 4 раза; третью операцию разделили на две самостоятельные операции в 4 и 8 мин. Определите длительность технологического цикла изготовления партии деталей до и после изменения условий.
1.3. Обрабатываемая партия заготовок — 200 шт., а передаточная — 20 шт. Трудоемкость обработки по операциям следующая:
Вид движения параллельный. Мастер получил распоряжение о необходимости сократить длительность цикла на 2 ч. Установите, что он должен для этого сделать, не изменяя технологический процесс.
1.4. Партия деталей в 80 шт. изготавливается при параллельно-последовательном виде движения. Величина транспортной партии — 20 шт. Нормы операции следующие:
Определите, как изменится длительность технологического цикла, если 3-ю, 4-ю, 6-ю и 8-ю операции выполнять на двух станках каждую.
1.5. Определите, какой вид движения деталей в процессе производства надо применить для изготовления партии деталей в 100 шт. для того, чтобы достичь минимальной длительности технологического цикла, если поштучную передачу заготовок деталей с операции на операцию заменить передачей партиями в 20 шт. Трудоемкость обработки по операциям следующая:
1.6. Партия деталей в 1000 шт. изготавливается при параллельном виде движения. Трудоемкость обработки по операциям:
Заготовки деталей передаются партиями в 200 шт. Определите требуемое количество станков на каждой операции, при котором будет обеспечиваться их полная загрузка и как при этом изменится длительность производственного цикла.
1.7. Партия деталей в 500 шт. изготавливается при параллельном виде движения. Трудоемкость обработки по операциям:
Определите длительность цикла изготовления партии деталей при поштучной их передаче с операции на операцию и транспортными партиями по 50 шт.
1.8. Партия деталей в 400 шт. обрабатывается при параллельно-последовательном виде движения. Нормы времени на обработку следующие:
Величина транспортной партии — 40 дет. Определите, как изменится длительность производственного цикла обработки партии деталей, если 5-ю и 6-ю операции объединить в одну, не меняя их длительности. Каждая операция выполняется на одном станке.
1.9. Определите, как влияет на длительность технологического цикла последовательность операций при последовательном, параллельном, параллельно-последовательном видах движения. Величина обрабатываемой партии 20 шт., передаточной — 2 шт. Нормы времени по операциям:
Варианты расположения операций: • 1-й вариант — приведен выше; • 2-й вариант — поменять местами 1-ю и 2-ю операции;
1.10. Определите, как влияет на длительность технологического цикла последовательность операций при последовательном, параллельном, параллельно-последовательном видах движения. Величина обрабатываемой партии 20 шт., передаточной — 2 шт. Нормы времени по операциям:
Варианты расположения операций: • 1-й вариант — по убывающей продолжительности операций; • 2-й вариант — по возрастающей продолжительности операций.
Варианты задания №2 2.1. Собирается изделие, состоящее из следующих узлов и деталей (рис. 5).
Рисунок 5. Схема сборки изделия
Определите общую продолжительность сборочных единиц и сроки начала сборки изделия, если оно должно быть готово 1 мая.
2.2. Определите длительность цикла сборки серии изделий и установите число сборщиков в бригаде при следующих условиях: годовой выпуск — 5000 изделий, сборка производится сериями по 100 изделий, сборку каждого узла выполняет один рабочий, сборочный цех работает в одну смену по 8 ч (в году 260 раб. дн.). Процесс сборки содержит: Сб-1 состоит из подузлов ПУ-11, ПУ-12, ПУ-13; СБ-2-из подузлов ПУ-21, ПУ-22; Сб-3 — из подузлов ПУ-31, ПУ-2. Трудоемкость сборки следующая:
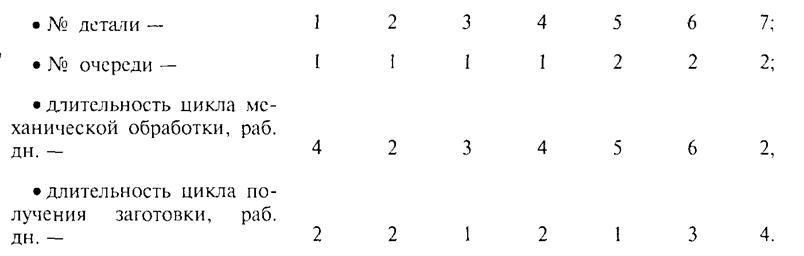
2.3. Определите общую продолжительность цикла изготовления изделия и дату начала работ по изделию, если сборка его должна быть закончена 10 марта при следующих условиях: цикл сборочных операций изделия — 10 раб. дн.; детали, необходимые для сборки изделия, разделены на две очереди: в первую включены детали, подаваемые к началу сборки, во вторую — детали, подаваемые через два дня после начала сборки. Циклы изготовления следующие:
Между окончанием работ в механическом цехе и началом сборки предусмотрите время на окончательное комплектование деталей в течение двух дней. Между окончанием работ в заготовительном цехе и началом работы в механическом предусмотрите один день на прохождение заготовки через склад полуфабрикатов.
2.4. Определите длительность цикла сборки механизма, постройте цикловой график, учитывая, что детали (узлы) пролеживают на складе в течение двух дней. Схема сборки приведена на рис. 6.
Рисунок 6. Схема сборки механизма
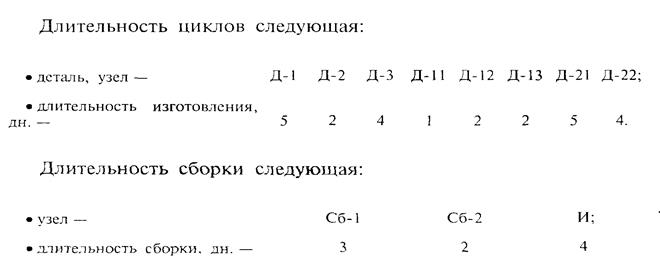
Длительность циклов простых процессов следующая:
2.5. Определите длительность цикла сборки серии изделий и установите число сборщиков в бригаде при следующих условиях: годовой выпуск — 1000 изделий, сборка производится сериями по 10 изделий, сборку каждого узла выполняет один рабочий, сборочный цех работает в одну смену по 8 ч (в году 250 раб. дн.). Процесс сборки содержит: Сб-1 состоит из подузлов ПУ-11, ПУ-12, ПУ-13; СБ-2-из подузлов ПУ-21, ПУ-22; Сб-3 — из подузлов ПУ-31, ПУ-2. Трудоемкость сборки следующая:
2.6. Определите длительность цикла сборки механизма, постройте цикловой график, учитывая, что детали (узлы) пролеживают на складе в течение двух дней. Схема сборки приведена на рис. 7.
Рисунок 7. Схема сборки механизма
Длительность циклов простых процессов следующая:
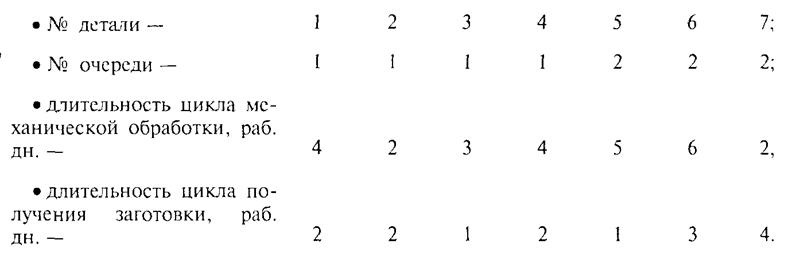
2.7. Определите общую продолжительность цикла изготовления изделия и дату начала работ по изделию, если сборка его должна быть закончена 10 сентября при следующих условиях: цикл сборочных операций изделия — 8 раб. дн.; детали, необходимые для сборки изделия, разделены на две очереди: в первую включены детали, подаваемые к началу сборки, во вторую — детали, подаваемые через два дня после начала сборки. Циклы изготовления следующие:
Между окончанием работ в механическом цехе и началом сборки предусмотрите время на окончательное комплектование деталей в течение трех дней. Между окончанием работ в заготовительном цехе и началом работы в механическом предусмотрите один день на прохождение заготовки через склад полуфабрикатов.
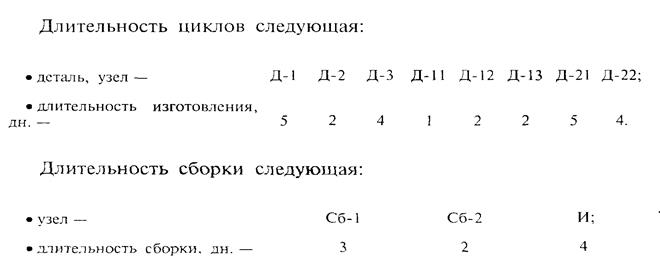
2.8. Собирается изделие, состоящее из следующих узлов и деталей (рис. 9).
Рисунок 9. Схема сборки изделия
Определите общую продолжительность сборочных единиц и сроки начала сборки изделия, если оно должно быть готово 12 декабря.
2.9 Определите длительность цикла сборки серии изделий и установите число сборщиков в бригаде при следующих условиях: годовой выпуск — 3000 изделий, сборка производится сериями по 100 изделий, сборку каждого узла выполняет один рабочий, сборочный цех работает в одну смену по 8 ч (в году 260 раб. дн.). Процесс сборки содержит: Сб-1 состоит из подузлов ПУ-11, ПУ-12, ПУ-13; СБ-2-из подузлов ПУ-21, ПУ-22; Сб-3 — из подузлов ПУ-31, ПУ-2. Трудоемкость сборки следующая:
2.10. Определите длительность цикла сборки серии изделий и установите число сборщиков в бригаде при следующих условиях: годовой выпуск — 2000 изделий, сборка производится сериями по 50 изделий, сборку каждого узла выполняет один рабочий, сборочный цех работает в две смены по 8 ч (в году 220 раб. дн.). Процесс сборки содержит: Сб-1 состоит из подузлов ПУ-11, ПУ-12, ПУ-13; СБ-2-из подузлов ПУ-21, ПУ-22; Сб-3 — из подузлов ПУ-31, ПУ-2. Трудоемкость сборки следующая:
Варианты задания №3 3.1. Сборка радиоприемников производится на конвейере. Производственная программа — 30 шт. за смену, трудоемкость сборки приемника — 5ч, шаг конвейера — 1,5м, регламентированные перерывы — 7%. Определить: такт работы линии, количество рабочих мест, их загрузку, скорость конвейера, общую его длину.
3.2.Изделие собирается на рабочем конвейере непрерывного действия за 56 мин. Сменная программа выпуска — 220 шт. Регламентированные перерывы на отдых — 30 мин в смену. Определить такт конвейера; число рабочих мест на конвейере.
3.3.Сборка узла производится на рабочем конвейере непрерывного действия. Технологический цикл сборки узла на конвейере —85 мин. Такт потока — 5 мин. Шаг конвейера — 1,5 м. Определить скорость движения и длину рабочей части конвейера.
3.4.Поточная линия, оснащенная рабочим конвейером непрерывного действия, имеет следующие параметры: шаг конвейера —1,5 м, длина замкнутой ленты — 61,256 м; радиус приводного и натяжного барабанов — 0,2 м каждый. Конвейер работает в две смены по 8 ч. Регламентированные перерывы на отдых — 30 мин в смену. Программа выпуска за сутки — 180 шт. Определить такт потока; скорость движения конвейера; число рабочих мест на пинии; длительность технологического цикла изготовления изделия на конвейере.
3.5. Рассчитать такт работы линии по обработке детали 04-12, определить тип организации поточной линии, потребное количество станков и коэффициент их загрузки. Месячное задание по выпуску детали 04-12 2 тыс. шт. Вес детали — 3,8 кг. Режим работы — двухсменный. Продолжительность смены — 8,2 ч. Технологический процесс обработки детали 04-12 и нормы штучного времени по операциям: ................................ 3.6. На поточной линии, оснащенной распределительным конвейером, обрабатывается ступенчатый вал. Программа выпуска —575 шт. в смену. Шаг конвейера — 1,5 м. Комплект номеров лотков на конвейерной ленте — 12. Общая длина замкнутой ленты — 57 м.
3.7.На непрерывно-поточной линии, оснащенной распределительным конвейером, обрабатывается шатун двигателя. Вес его —3 кг. Программа выпуска за сутки — 750 шт. Технологический процесс обработки состоит из восьми операций, длительность которых (с учетом времени снятия и установки шатуна на площадку конвейера) соответственно составляет: t, = 2,4; t2 = 4,8; t3 = 3,6; t4 = 3,6; t5 = 2,4;t6 = 4,8; t7 = 2,4; t8 = 3,6 мин. Линия работает в две смены по 8 ч. Регламентированные перерывы на отдых — 30 мин в смену. Шаг конвейера— 1,44 м. По всей длине конвейерной ленты комплект площадок повторяется 4 раза. Диаметр приводного и натяжного барабанов — 0,91 м каждый. Определить такт потока; число рабочих мест на операциях и на всей поточной линии; скорость движения конвейера 4; длину рабочей части конвейера и всей конвейерной ленты; длительность цикла изготовления детали на поточной линии; период конвейера (комплект номеров площадок); составить схему распределения номеров комплекта площадок по рабочим местам.
3.8.Технологический процесс обработки детали на непрерывно поточной линии состоит из семи операций, продолжительность которых соответственно составляет: t, = 3; t2 = 5; t3 = 2; t4 = 5; t5 = 4; t6 = 6; t7 = 5 мин. Линия работает в две смены по 8 ч. Программа выпуска за сутки — 192 изделия. Каждая операция выполняется на одном рабочем месте. Определить фактический выпуск изделий за сутки; средний коэффициент загрузки рабочих мест поточной линии; численность рабочих на линии (с учетом совмещения работ).
3.9.На поточной линии, оснащенной рабочим конвейером непрерывного действия, производится сборка изделия. Скорость движения конвейера — 0,5 м/мин. Шаг конвейера — 1,5 м. Длина рабочей части конвейера — 30 м. Линия работает в две смены по 8 ч. Регламентированные перерывы на отдых — 30 мин в смену. Определить длительность технологического цикла сборки изделия; выпуск изделий за сутки.
3.10 Длительность выполнения операции на каждом рабочем месте непрерывно действующего рабочего конвейера в результате внедрения прогрессивной технологии производства сократилась на 15%. Мастер предложил принять обязательство увеличить выпуск блоков на 15%. Число рабочих мест на поточной линии — 20. Число рабочих дней в месяце — 23. Режим работы поточной линии — двух сменный по 8 ч. Регламентированные перерывы на отдых — 30 мин в смену. Выпуск блоков до внедрения прогрессивной технологии со ставил 8625 шт. в месяц. Определить, правильно ли мастер установил возможности поточной линии после внедрения новой технологии производства; длительность технологического цикла сборки блока на линии до и после внедрения прогрессивной технологии производства.
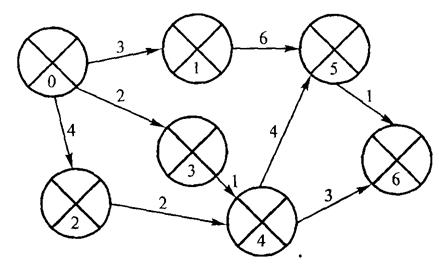
Рекомендации к выполнению задания 4. 1. Постройте сетевой график выполнения эскизного проекта на основе представленного в таблице перечня событий и работ. 2. На основе исходных данных, приведенных в таблице, постройте сетевой график технологической подготовки производства нового объекта, рассчитайте пути сетевого графика, ранние и поздние сроки свершения событий, ранние и поздние сроки начала и окончания работ, коэффициенты напряженности, резервы времени. 3. Найдите критический путь комплекса работ по реконструкции участка механосборочного цеха и рассчитайте резервы времени работ (табличным способом). Длительность работ (ti-j) дается в неделях: t1-2 = 2; t1-3 = 1; t2-3 = 4; t2-4 = 5; t2-6 = 1; t4-5= 2; t3-7 = 2; t 4-8 = 2; t5-7= 1; t6-8 = 3; t7-8 = 4. Укрупненный сетевой график комплекса работ приведен на рисунке.
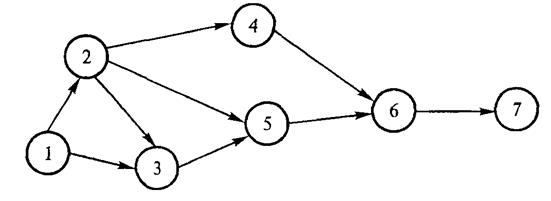
4. На основе сетевого графика определите: 1) число путей, соединяющих исходное и завершающее события; 2) критический путь сетевого графика; 3) полные резервы пути; 4) события, обладающие резервом времени; 5) резервы времени событий и работ. Продолжительность работ (ti-j) в днях следующая: t1-2 = 1; t1-3 = 3; t2-3 = 2; t2-4 = 4; t2-5 = 1; t 4-6 = 2; t5-6 = 2; t6-7 = 3.
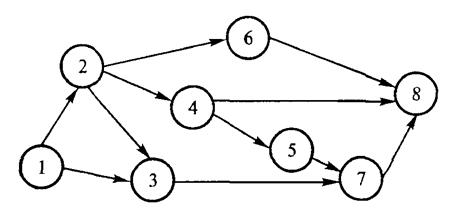
5. Перечень этапов подготовки производства нового изделия, коды работ и их продолжительность приведены в таблице. .................................... Необходимо: 1)построить сетевую модель подготовки производства нового изделия; 2)рассчитать параметры сетевого графика табличным способом; 3) проанализировать коэффициенты напряженности работ и дать рекомендации по возможной оптимизации сетевого графика. 6. Используя исходные данные таблицы, постройте сетевой график выполнения комплекса работ и определите наиболее поздний срок наступления завершающего события. 7. Постройте сетевой график изготовления опытного образца изделия и рассчитайте его параметры: критический путь, ранние и поздние сроки свершения событий, резервы времени событий и работ. Проведите оптимизацию сетевого графика при условии, что исполнители имеют одну квалификацию, и сократите срок наступления завершающего события на два дня, определите новый критический путь. Исходные данные для расчета приведены в таблице. ........................... 8. Определите графическим методом ранние и поздние сроки свершения событий и критический путь для сетевого графика, показанного на рисунке. Продолжительность работ в днях указана над работами в сетевом графике.
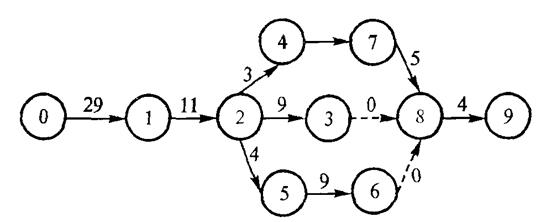
9.Рассчитайте сетевой график, применяя графический метод расчета
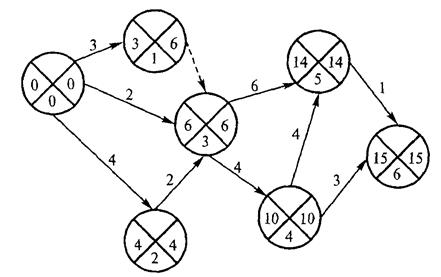
10. Используя результаты расчета сетевого графика, определите: резервы времени событий, результаты проставьте в соответствующие сектора кружков событий; укажите критический путь на сетевом графике и рассчитайте его продолжительность; перечислите работы, обладающие нулевым полным резервом времени; проверьте, верно ли утверждение, что свободные резервы времени работ 0-3, 3-5 и 1-3 соответственно составляют 4, 2 и 3 дня.
Методические рекомендации к выполнению задания 5 5.1. Проект по совершенствованию технологии изготовления новою изделия ориентирован на сокращение издержек производства. Совершенствование технологии позволяет снизить трудоемкость операций изготовления изделия. Осуществление проекта требует инвестиций. Для оценки инновационного проекта и обоснования выбора необходимо сравнить его основные показатели с показателями существующей технологии. Рассчитайте издержки по изменяемым статьям себестоимости нового изделия, изготавливаемого по усовершенствованной технологии, определите экономию издержек производства, экономическую эффективность проекта. Исходные данные по вариантам: 1)плановое время работы оборудования (Ппл) на выполнение плана выпуска данного изделия до внедрения проекта (базовый вариант) — 16 ч/сут., после внедрения проекта (проектируемый вариант) — 8 ч/сут.; 2)численность производственных рабочих, выполняющих технологические операции в базовом варианте (¥р Г1 п), — 7 чел., в проектируемом — 5 чел.; 3)часовая тарифная ставка С/ГС) — 29,0 руб. Ежемесячный размер премии производственным рабочим (Кпр) — 50 %. Ставка единого социального налога (Ясоц) — 26 %; 4)установленная мощность электродвигателей (N,) оборудования: при базовом варианте — 263 кВт, при проектируемом — 287 кВт. 5)инвестиции (I) в форме капитальных вложений в оборудование по проектируемому варианту технологии — 628,6 тыс. руб.
5.2. Инженеры конструкторского отдела разрабатывают инновационный проект по созданию нового изделия в трех вариантах (проекты К-1, К-2, К-3). Каждый вариант проекта отличается особенностями технологического процесса, различной трудоемкостью изготовления, от которой зависят себестоимость изделия и потенциал ее снижения. Обоснуйте выбор проекта по критериям: минимум издержек производства на годовой объем выпуска и продаж изделия, срок окупаемости инвестиций в пределах трех лет с даты начала производства нового изделия. Для сравнительного анализа показателей по трем вариантам нового изделия и технологии и выбора экономического варианта определите показатели: прогнозируемый годовой доход от реализации изделия; экономию издержек на годовой объем выпуска изделия; прибыль от реализации инновационного проекта; общий дисконтированный доход (PV); инвестиции, дисконтированные к дате начала производства новых изделий (Iб); коэффициент экономической эффективности (Ээн) срок окупаемости инвестиций. Исходные данные: инвестиции в форме капитальных вложений на разработку проекта, приобретение оборудования и освоение производства — 7550,0 тыс. руб. (инвестиции первого года — 6500,0 тыс. руб., второго — 1050,0 тыс. руб.); ставка дисконтирования (гd — 0,1; другие данные приведены в таблице.
5.3. Для изготовления нового изделия предприятием А проектируются два варианта технологического процесса. Выберите более экономичный вариант проектируемого технологического процесса по минимуму издержек производства на годовой объем выпуска изделия и по максимуму рентабельности инвестиций (индекса рентабельности). Для этого рассчитайте годовую экономию издержек производства (Эиз), составляющую дополнительный доход предприятия, и индекс рентабельности инвестиций в проект. За базу для сравнения и выбора экономичного варианта принимается аналог изделия, выпускаемого предприятием Б. Исходные данные: планируемый объем выпуска нового изделия предприятием А за год — 500 шт.; себестоимость изделия, выпускаемого при существующем на предприятии Б (базовом) технологическом процессе (С Б), — 12 800,0 руб.; себестоимость изделия по вариантам проектируемого на предприятии А технологического процесса: вариант 1 — С1= 12 500,0 руб., вариант 2 — С2= 12 000,0 руб. Инвестиции в форме капитальных вложений в проектируемый технологический процесс: вариант 1 — 500,0тыс. руб., вариант 2 — 1000,0тыс. руб.
5.4. Предприятие выпускает изделия И1, И2, ИЗ, И4. Специалистами разработан проект, объединяющий комплекс мероприятий по совершенствованию технологического процесса выпускаемых изделий с целью снижения их себестоимости по сравнению с существующим (базовым) вариантом. Определите экономию издержек производства (Эиз), составляющую дополнительный доход предприятия по каждому изделию и по технологическому проекту в целом; экономическую эффективность планируемых мероприятий при условии, что инвестиции в форме капитальных вложений должны окупиться в срок, не превышающий 2 года. Исходные данные: инвестиции в форме капитальных вложений 485,0 тыс. руб., другие исходные данные приведены в таблице.
5.5. На предприятии запланирована разработка проекта в трех вариантах (Bl, В2, ВЗ) применения более прогрессивной по сравнению с базовым вариантом технологии изготовления новой модели прибора на базе оборудования, обеспечивающего автоматизированное производство. Основная цель разработки — снижение себестоимости изделия за счет двух основных статей (стоимости материала и покупных комплектующих изделий (ПКИ), расходов на оплату труда) и объема инвестиций в форме капитальных вложений. Обоснуйте выбор варианта прогрессивной технологии изготовления новой модели прибора (из трех вариантов) по сравнению с базовым вариантом по критериям: экономия издержек производства (ЭИЗ) за год, составляющая дополнительный доход предприятия; удельные инвестиции в форме капитальных вложений; эффективность проекта. Исходные данные: планируемый годовой объем выпуска новой модели прибора — 129шт., инвестиции в форме капитальных вложений в проект производства новой модели прибора по вариантам прогрессивной технологии его изготовления, тыс. руб.: В1 — 2130,0; В2 — 1860,0; ВЗ — 1759,0; другие исходные данные приведены в таблице.
5.6. Существующий вариант технологии контроля параметров изделия на испытательном стенде с ручной регулировкой режима планируется заменить на более производительный вариант контроля с автоматической регулировкой режима по одной из трех схем (Cx1, Сх2, СхЗ). Разрабатываются два варианта возможной технологии контроля по трем схемам. Рассчитайте требуемый объем инвестиций на покупку стендов, которые осуществляются в течение первого года реализации проекта. Сравните текущие затраты на контроль по вариантам каждой схемы и по схеме автоматической регулировки в целом. Определите экономически более целесообразный вариант и схему контроля, обоснуйте их выбор. Исходные данные: себестоимость контроля годового объема выпуска изделия при существующей (ручной) технологии контроля — 9845,0 тыс. руб., остальные данные приведены в таблице.
5.7. Специалистами предприятия разработан инновационный проект по исследованию, разработке рабочей документации, освоению и организации производства нового изделия с использованием новой технологии, обеспечиваемой в основном импортным оборудованием, а также оборудованием отечественных предприятий. На разработку и реализацию инновационного проекта требуются значительные инвестиции. Кроме капитальных вложений в приобретение импортного оборудования, с проектом связаны сопутствующие расходы. Предприятием покупается также дополнительное оборудование у российских предприятий. Исходные данные приведены в таблице.
Определите недостающие показатели по трем вариантам инвестиционных расходов и заполните таблицу до конца. Исходя из сравнения «Итого с НДС» выберите вариант инвестиционных расходов по критерию — минимум инвестиций в форме капитальных вложений в рассматриваемый инновационный проект. 5.8. Специалистами технологического отдела разрабатываются два варианта новой технологии изготовления вновь разрабатываемого изделия, ориентированной на сокращение издержек по сравнению с базовым вариантом. Обоснуйте выбор варианта технологии по критерию минимальных издержек производства на основе изменяемых статей себестоимости изготовления нового изделия. Определите величину изменяемых статей себестоимости нового изделия по вариантам, экономию издержек производства на основе этих статей в сравнении с базовым вариантом как дополнительный доход предприятия, а также показатели эффективности проекта. Исходные данные: 1)планируемое время работы оборудования (tпл) для выполнения 2)организация производства новых изделий планируется в течение 256 рабочих дней; 3)численность производственных рабочих, осуществляющих 4)часовая тарифная ставка (ЧТС) — 31,0 руб. Ежемесячный размер премии производственных рабочих (Кпр): в базовом варианте — 25 %, в проектируемом — 35 %. Ставка единого социального налога (Нсоц) — 26 %; 5)установленная мощность электродвигателей оборудования (Nд): в базовом варианте — 302 кВт, в первом проектируемом варианте — 230 кВт, во втором — 182кВт. Стоимость 1 кВт-ч — 1,48руб.; 6)потребность в инвестициях в форме капитальных вложений:
5.9. Согласно инновационной стратегии инженерами конструкторского отдела разрабатывается новое изделие, уровень конкурентоспособности которого зависит от качества технологии изготовления. В связи с этим технологи предприятия разрабатывают два варианта технологического процесса изготовления нового изделия. Оба варианта являются ресурсосберегающими, нацеленными на сокращение издержек в сравнении с вариантом, принятым за базу для сравнения. Обоснуйте выбор варианта технологии по критерию минимальных издержек производства на основе изменяемых статей себестоимости изготовления нового изделия. Определите издержки по изменяемым статьям себестоимости нового изделия по вариантам, годовую экономию издержек производства по этим статьям в сравнении с базовым вариантом, обеспечивающую получение дополнительного дохода предприятия, а также показатели эффективности проекта. Исходные данные: 1)время работы оборудования при планируемой трудоемкости (tпл) для выполнения суточного задания по изготовлению изделий: базовый вариант технологического процесса — 18 ч/сут., внедрение новой технологии: первый проектируемый вариант — 10 ч/сут., второй — 12 ч/сут.); 2)производство новых изделий планируется организовать в течение 252 рабочих дней; 3)численность производственных рабочих, осуществляющих 4)часовая тарифная ставка (ЧТС) — 37,5 руб. Ежемесячный размер премии производственных рабочих (Кир): в базовом варианте 33 %, в проектируемом — 45 %. Ставка единого социального налога (Нсоц) - 26 %; 5)установленная мощность электродвигателей оборудования (Nn): в базовом варианте — 174 кВт, в первом проектируемом варианте — 153 кВт, во втором -«- 160 кВт. Стоимость 1 кВт- ч — 1,43руб.; 6) потребность в инвестициях в форме капитальных вложений: первый проектируемый вариант — 1408,0 тыс. руб., второй — 1812,0 тыс. руб.
5.10. С целью реализации стратегии диверсификации на предприятии разрабатывается инновационный проект по расширению ассортимента изделий. Инженерами конструкторской службы принято решение о разработке «семейства» изделий с применением технологий универсального типа. Для проектирования эффективной технологии изготовления изделий разрабатываются два варианта технологического процесса. Исходные данные по вариантам технологического процесса. • первый вариант: а) технология обеспечивает изготовление на одном рабочем месте б) планируемый выпуск изделий по всем наименованиям —6650 шт.; в) издержки производства на годовой выпуск изделий составят 12602,78 тыс. руб. г) инвестиции в оборудование и проектирование технологии — 6304,26 тыс. руб. • второй вариант: а) технология обеспечивает изготовление на одном рабочем месте б) планируемый выпуск изделий по всем наименованиям — в) издержки производства на годовой выпуск изделий составят г) инвестиции в оборудование и проектирование технологии — Рассчитайте следующие показатели по вариантам проектирования технологического процесса: —планируемый годовой выпуск изделий каждого наименования; —издержки производства на годовой выпуск изделий каждого —удельную себестоимость каждого изделия; —удельные инвестиции, приходящиеся на каждое изделие. Обоснуйте выбор более эффективного проекта экономичного варианта технологии изготовления изделий по критериям: удельной себестоимости каждого изделия и удельных инвестиций, приходящихся на каждое изделие. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||