ТвГТУ, метрология, стандартизация и сертификация (контрольная работа)
| 17.11.2025, 17:07 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Номер варианта для каждого студента соответствует его номеру по списку в журнале группы. Задание 1. Методы, средства и принципы измерения линейных и угловых величин. Теоретический вопрос выбирают из таблицы 1 в соответствии с вариантом. Таблица 1. Исходные данные к заданию 1
Задание 2. Расчет размеров гладких предельных калибров Для заданной в таблице 2 посадки: 1) рассчитать исполнительные размеры рабочих калибров для контроля отверстия и вала; 2) рассчитать исполнительные размеры контрольных калибров; 3) построить схему расположения полей допусков системы калибров с простановкой предельных отклонений; 4) выполнить эскиз заданного калибра (четная цифра варианта - пробки; нечетная цифра варианта - скобы) с техническими требованиями на изготовление и маркировкой. Таблица 2. Исходные данные к заданию 2
3адание 3. Выбор универсального измерительного средства Для контроля заданной в таблице 3 детали (вала или отверстия): 1) выбрать универсальное измерительное средство; 2) привести схему передаточного механизма выбранного средства и описать принцип его работы. Таблица 3. Исходные данные к заданию 3
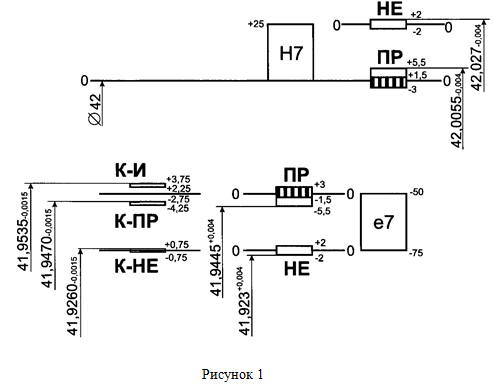
Методические указания по выполнению заданий контрольной работы 1. Перед выполнением задания 1 следует усвоить материал по соответствующей теме и изложить в виде реферата ответ на поставленный вопрос, поясняя ответ рисунками, схемами, графиками. 2. Задание 2 выполняется после изучения темы 1.4. Для подсчета исполнительных размеров калибров сначала определяют предельные размеры проверяемых деталей (ГОСТ 25347-82). Полученные проходные и непроходные пределы деталей являются номинальными размерами для соответствующих калибров. Из ГОСТ 24853-81 выписывают: Н, H1 и Нр - допуски на изготовление калибров-пробок, калибров-скоб и контрольных калибров соответственно; Z и Z1 - отклонения середины поля допуска проходного калибра-пробки и калибра-скобы соответственно; Y и Y1 - допустимые границы износа проходного калибра-пробки и калибра-скобы соответственно. С использованием найденных величин в масштабе с большим увеличением (например, 500 : 1) строят схему полей допусков системы гладких калибров, проставляя числовые значения отклонений от соответствующих номинальных размеров (можно в микрометрах). Всего на схеме для 7-ми калибров должно быть указано 16 отклонений. По полученной схеме полей допусков или по известным формулам [2, табл.1.7]; [4, с.138…139] рассчитывают исполнительные размеры рабочих и контрольных калибров. Округление предельных размеров рабочих калибров для контроля деталей 6…14 квалитетов точности и всех контрольных калибров проводят до числа, кратного 0,5 мкм. Размеры, оканчивающиеся на 0,25 и 0,75 мкм округляют до величины, кратной 0,5 мкм в сторону сокращения производственного допуска детали. Пример: рассчитать исполнительные размеры калибров для контроля деталей посадки ø42Н7/е7. Определяем предельные отклонения для отверстия ø42Н7: ES = +25 мкм, EI = 0. Тогда предельные размеры отверстия будут составлять Dmax = 42,025 мм, Dmin = 42 мм. Для ø42 мм и 7 квалитета точности отверстия находим Z = 3,5 мкм, Y = 3 мкм, H = 4 мкм. Исполнительным размером калибра-пробки является ее наибольший предельный размер с допуском на изготовление в виде одного отклонения со знаком минус. Вычисляем наибольшие предельные размеры пробок: ПРmax = 42 + 0,0035 + 0,002 = 42,0055 (мм), НЕmax = 42,025 + 0,002 = 42,027 (мм) и предельный размер изношенной проходной пробки ПРизн = 42 – 0,003 = 41,997 (мм). Записываем исполнительные размеры калибров-пробок: ПРисп = 42,0055-0,004 , НЕисп = 42,027-0,004. Определяем предельные отклонения для вала ø42е7: es = - 50 мкм, ei = - 75 мкм. Тогда предельные размеры вала будут составлять dmax = 41,950 мм, dmin = 41,925 мм. Для ø42 мм и 7 квалитета точности вала находим Z1 = 3,5 мкм, Y1 = 3 мкм, H1 = 4 мкм. Исполнительным размером калибра-скобы является ее наименьший предельный размер с допуском на изготовление в виде одного отклонения со знаком плюс. Вычисляем наименьшие предельные размеры скоб: ПРmin = 41,950 – 0,0035 – 0,002 = 41,9445 (мм), НЕmin = 41,925 – 0,002 = 41,923 (мм) и предельный размер изношенной проходной скобы ПРизн = 41,950 + 0,003 = 41,953 (мм). Записываем исполнительные размеры калибров-скоб: ПРисп = 41,9445+0,004, НЕисп = 41,923+0,004. Этот расчет должен быть дополнен аналогичным расчетом исполнительных размеров контрольных калибров. Строим схему расположения полей допусков (рисунок 1).
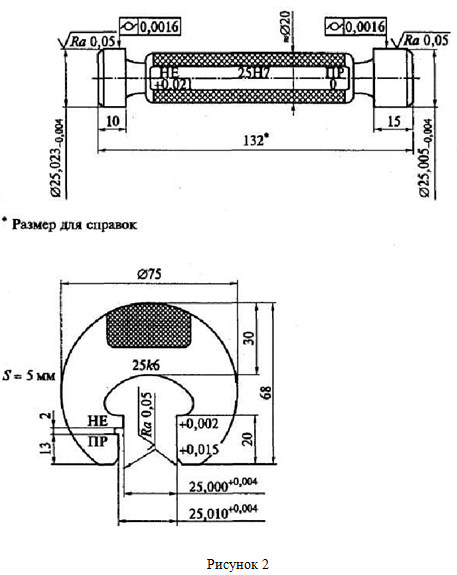
По условию задания 2 оно должно завершаться выполнением эскиза заданного калибра. Конструкция гладких калибров выбирается по стандартам: калибра-пробки по ГОСТ 14807-69 и ГОСТ 14827-89; калибра-скобы по ГОСТ 18358-73 и ГОСТ 18368-73. Примеры выполнения эскизов с обозначением требований к геометрическим параметрам рабочих калибров для контроля сопряжения ø25H7/k6 приведены на рисунке 2.
Задание 3 выполняется после изучения тем 1.3 и 1.5. Для каждого из присоединительных размеров сопрягаемых деталей определяют по ГОСТ 8.051-81 допускаемую погрешность измерения Δизм данного размера, пользуясь известными номинальным размером и квалитетами в условном обозначении посадки гладкого соединения [4, с.290…291]; [6, с.165]. Для выбора конкретных универсальных средств измерения наружных и внутренних размеров используют таблицы, в которых представлены приборы с различными сочетаниями метрологических характеристик: диапазона измерения, цены деления и допускаемой погрешности измерения [5, с.227…232];. [6, с.166…172]. Выбирают те средства измерения, которые в требуемом диапазоне измерения обладают предельной погрешностью измерения Δlim примерно на треть меньшей, чем допускаемые погрешности присоединительных размеров сопрягаемых деталей. Пример: выбрать универсальные средства измерения для контроля деталей посадки ø42Н7/е7. Для интервала номинальных размеров от 30 до 50 мм и 7 квалитета точности определяем допускаемую погрешность измерения Δизм = 7 мкм, одинаковую для отверстия и вала. Для измерения отверстия выбираем нутромер с головкой 2ИГ (ГОСТ 9244-75) с ценой деления отсчетного устройства 0,002 мм, который в диапазоне измерения 18…50 мм имеет предельную погрешность Δlim = 3,5 мкм. Таким образом, Δlim £ Δизм/1,3. Пример обозначения: Нутромер мод. 109 ГОСТ 9244-75 (диапазон измерений 18 – 50 мм). Для измерения вала выбираем скобу рычажную (ГОСТ 11098-75) с ценой деления отсчетного устройства 0,002 мм, которая в диапазоне измерения 25…50 мм имеет допускаемую погрешность Δlim = 2 мкм. Таким образом, Δlim £ Δизм./1,3 Пример обозначения: Скоба СР 50 ГОСТ 11098-75 (диапазон измерений 25 - 50 мм). | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||